In the contemporary healthcare landscape, the Sterile Barrier System (SBS) is no longer just "packaging." It is a critical component of patient safety, governed by the stringent ISO 11607 standards. As a leading manufacturer, Hubei Estetik Medical Co., Ltd. integrates advanced material science with engineering precision to ensure that medical devices remain sterile from the point of manufacture to the point of use.
The global sterile medical packaging market is projected to grow at a CAGR of 6.5% through 2030. This growth is driven by the rise in surgical procedures and the shift toward single-use sterile barrier systems. Hospitals worldwide are transitioning from traditional reusable containers to high-performance disposable SBS to mitigate the risks of Healthcare-Associated Infections (HAIs).
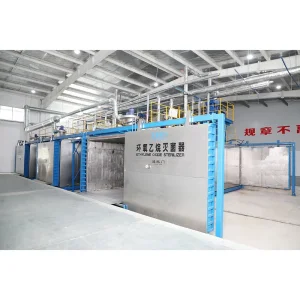
Leveraging China's world-class supply chain infrastructure, Hubei Estetik Medical Co., Ltd. offers a unique "Efficiency-to-Quality" ratio. Our facilities in Hangzhou, Wuhan, and Chengdu utilize automated production lines that reduce human error while maintaining high throughput. This allows us to provide cost-effective solutions without compromising on international safety certifications.
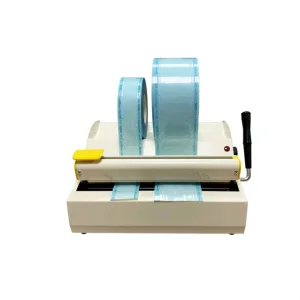
Modern SBS must balance microbial barrier properties with sterilization compatibility. Our systems are engineered to withstand rigorous cycles including Ethylene Oxide (ETO), Steam Autoclave, and Low-Temperature Plasma. By incorporating "Information Gain" in our R&D, we focus on the breathability-to-barrier ratio, ensuring gas exchange during sterilization while preventing entry of microorganisms during storage.
Hubei Estetik Medical Co., Ltd. is a leading innovator and manufacturer in the medical and healthcare industry, specializing in high-quality disinfection systems, medical equipment, and infection control solutions. With our cutting-edge research and development centers, advanced manufacturing facilities, and strategically located warehouses and offices in key cities across China—including Hangzhou, Chengdu, Wuxue, and Wuhan—we are well-positioned to serve both domestic and international markets.
Our commitment to excellence is reflected in our robust technical support and the seamless integration of our production lifecycle. We don't just supply products; we provide comprehensive safety ecosystems for clinical environments.

Procurement officers in the medical sector are increasingly prioritizing traceability and sustainability. The shift toward UDI (Unique Device Identification) requirements means that sterile barrier systems must now support clear labeling and tracking throughout the hospital supply chain.
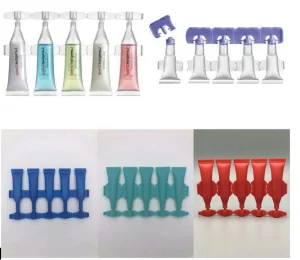
Our products are engineered for specific clinical workflows:
At Hubei Estetik Medical Co., Ltd., we are committed to continuous innovation. We invest heavily in research and development to deliver advanced, reliable, and safe medical products to our customers. Our goal is to contribute significantly to improving healthcare standards globally while advancing the medical industry with state-of-the-art solutions.


Raw Material

Assembling

Assembling

Inspection
Cleaning

Packing

Storage

Logistics Ready
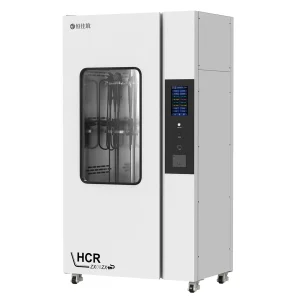
Highly effective in eliminating pathogens in healthcare environments, ensuring sterilized air and surfaces for hospitals, clinics, and other high-risk areas.
Innovative systems that clean and sterilize the air in both medical and public spaces, protecting against harmful bacteria, viruses, and allergens.
Cutting-edge diagnostic tools like biological indicators to quickly verify the efficacy of sterilization processes, ensuring thorough microbial destruction.
High-quality devices designed to support the recovery and rehabilitation of patients, aiding in restoration post-surgery or injury.
Precision-engineered medical equipment sterilization baskets designed to facilitate the safe and efficient handling of surgical tools.
A comprehensive range of auxiliary products aimed at preventing and controlling cross-contamination in modern healthcare settings.