In the modern industrial era, Waste Management Solutions have evolved from simple disposal methods into sophisticated, technology-driven ecosystems. Globally, the management of hazardous, medical, and municipal waste is no longer just a regulatory hurdle but a critical pillar of environmental sustainability and public health. With the rapid expansion of healthcare facilities and urban centers, the demand for high-efficiency sterilization and waste reduction technologies has reached an all-time high.
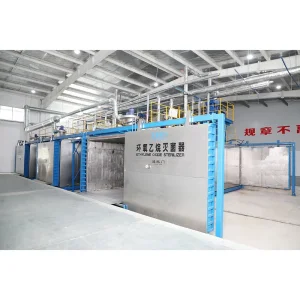
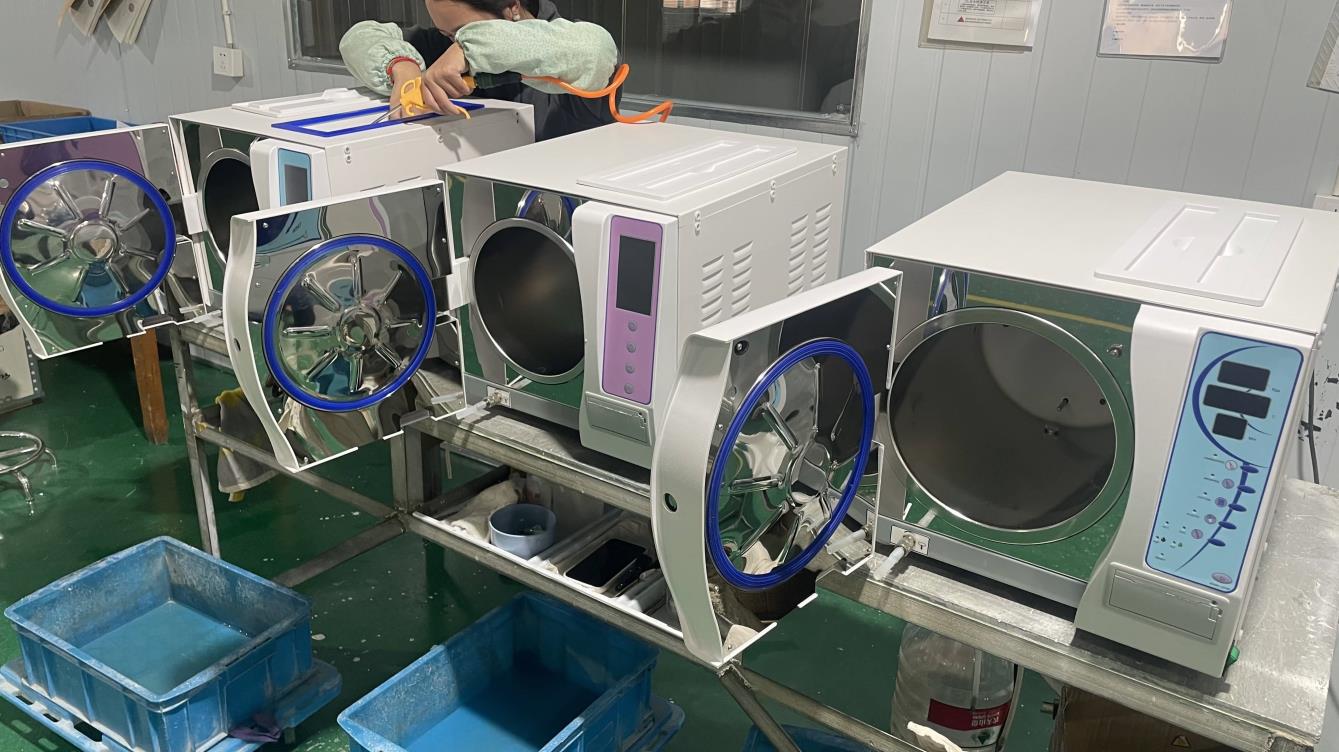
Advanced systems like High-Pressure Steam Sterilization and Ethylene Oxide (ETO) Sterilization are now the global standard for ensuring that medical waste is rendered non-biohazardous before entering the disposal stream. This prevents the spread of infectious diseases and reduces the environmental footprint of heavy industries.

Integration of IoT sensors to monitor sterilization parameters in real-time, ensuring 100% efficacy and digital logging for compliance audit trails.
Transitioning from disposable to biodegradable materials in sharps containers and implementing waste-to-energy municipal autoclave systems.
Robotic arms and automated crushing systems within autoclaves minimize human exposure to hazardous materials during the disposal cycle.
Hubei Estetik Medical Co., Ltd. is a leading innovator and manufacturer in the medical and healthcare industry, specializing in high-quality disinfection systems, medical equipment, and infection control solutions. With our cutting-edge research and development centers, advanced manufacturing facilities, and strategically located warehouses and offices in key cities across China—including Hangzhou, Chengdu, Wuxue, and Wuhan—we are well-positioned to serve both domestic and international markets.
Our commitment to excellence is reflected in our robust product portfolio, which ranges from large-scale municipal waste autoclaves to precision-engineered medical silicone accessories. We hold various certifications for quality and safety, ensuring our products are recognized for their high performance and safety worldwide.

Global procurement managers seek reliability, scalability, and cost-effectiveness. Our solutions are designed to meet these specific needs:
By leveraging our locations in Wuhan and Wuxue, we access the heart of China’s industrial manufacturing, ensuring low lead times and high raw material quality.
With our ISO13485 LSR Factory, we provide precision medical silicone accessories and custom waste management equipment tailored to local market regulations.
Advanced automation in our production lines allows us to offer factory-direct prices without compromising on the rigorous international standards required by global hospitals.
Our Waste Management Solutions are deployed in diverse environments across the globe:
In large metropolitan areas, our vertical high-pressure autoclaves are used for on-site crushing and sterilization, turning hazardous medical waste into safe municipal waste instantly.
Our steam autoclave incinerators provide a secondary layer of safety for city-wide waste management systems, preventing environmental contamination in densely populated areas.
Specialized ETO gas sterilizers are used for delicate medical instruments and laboratory equipment that cannot withstand high temperatures, ensuring sterile integrity for research.

Every product undergoes a rigorous 7-stage process to ensure maximum reliability and safety.

1. Raw Material

2. Assembling

3. Assembling

4. Inspection
5. Cleaning

6. Packing

7. Storage