Industrial-grade solutions for hospitals, laboratories, and pharmaceutical manufacturing.
The global Ethylene Oxide (EO/ETO) sterilization market is currently experiencing a transformative phase. As a critical method for sterilizing heat-sensitive medical devices, ETO technology accounts for nearly 50% of all sterilized medical products worldwide. From complex surgical instruments to simple bandages and PPE, Ethylene Oxide's ability to penetrate diverse packaging materials without damaging the product makes it indispensable.
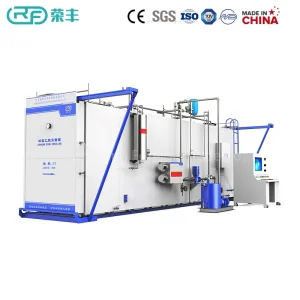
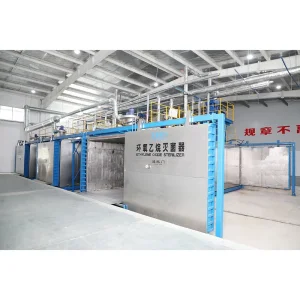
In the current industrial landscape, top manufacturers are shifting focus toward high-efficiency chambers and emission control systems. The demand for ETO sterilization has surged due to the rapid expansion of the healthcare sector in emerging economies and the continuous development of innovative medical technologies that require low-temperature processing.

Integration of IoT and AI for real-time monitoring of gas concentration, temperature, and humidity, ensuring repeatable and traceable sterilization cycles.
Development of advanced "Scrubber" systems to neutralize ETO emissions, meeting the strictest EPA and international environmental regulations.
Optimizing the vacuum and aeration phases to reduce cycle times while maintaining maximum safety standards for delicate electronics.

International buyers are no longer just looking for a "machine." The trend is moving toward turnkey sterilization solutions. Procurement needs now emphasize:
Hubei Estetik Medical Co., Ltd. is a leading innovator and manufacturer in the medical and healthcare industry, specializing in high-quality disinfection systems, medical equipment, and infection control solutions. With our cutting-edge research and development centers, advanced manufacturing facilities, and strategically located warehouses and offices in key cities across China—including Hangzhou, Chengdu, Wuxue, and Wuhan—we are well-positioned to serve both domestic and international markets.
At Hubei Estetik Medical Co., Ltd., we are committed to continuous innovation. We invest heavily in research and development to deliver advanced, reliable, and safe medical products. Our goal is to contribute significantly to improving healthcare standards globally while advancing the medical industry with state-of-the-art solutions.
Our products are manufactured to meet rigorous international standards. We hold various certifications for quality and safety, ensuring high performance and reliability.

Located in Wuhan and Hangzhou, we tap into China’s most advanced medical logistics and high-tech manufacturing ecosystems.
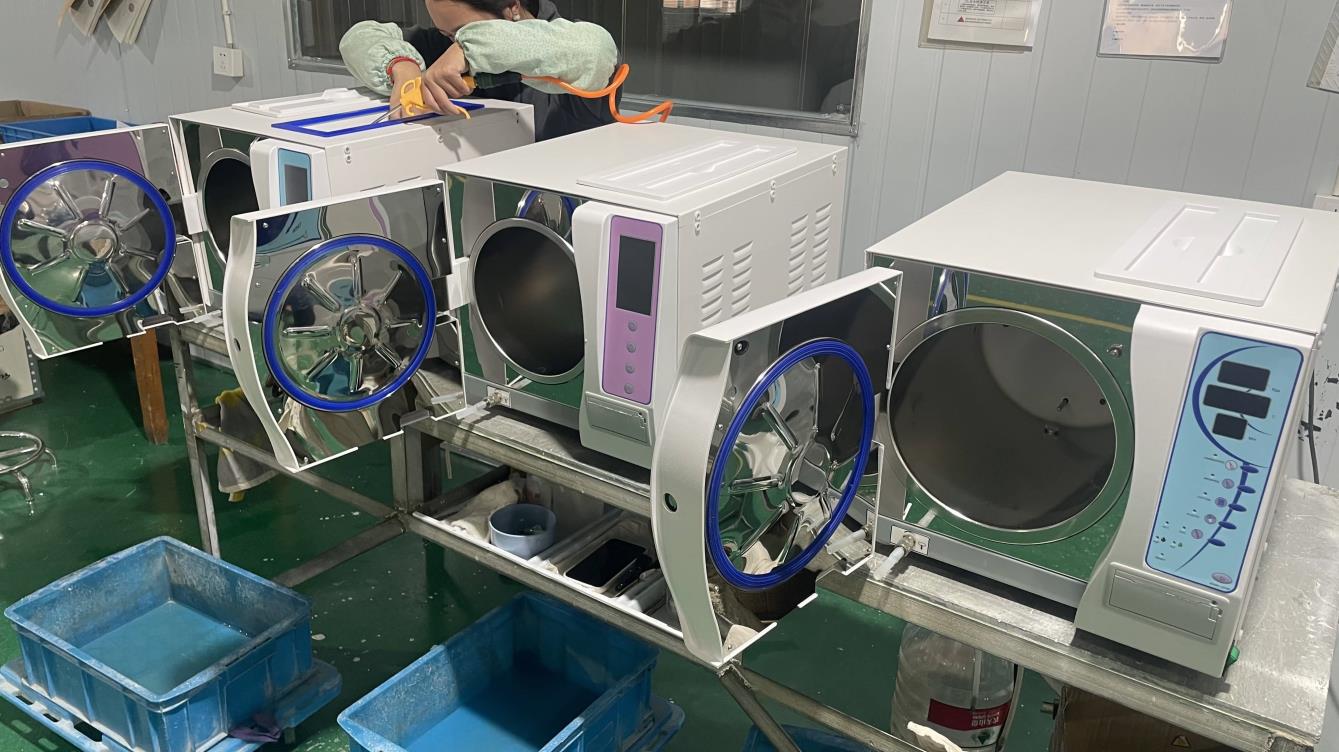
We provide "Factory Direct" pricing without compromising on material quality, utilizing premium stainless steel and Siemens PLC systems.
Our in-house design team can finalize custom chamber dimensions and software configurations 30% faster than European competitors.
Ensuring the highest standards from raw material to final shipping.






Direct from Factory - Customizable - Certified Safety